想要更直观地感受全椒 当地 不锈钢焊管单面不锈钢复合板一致好评产品产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:全椒 当地 不锈钢焊管单面不锈钢复合板一致好评产品的图文介绍


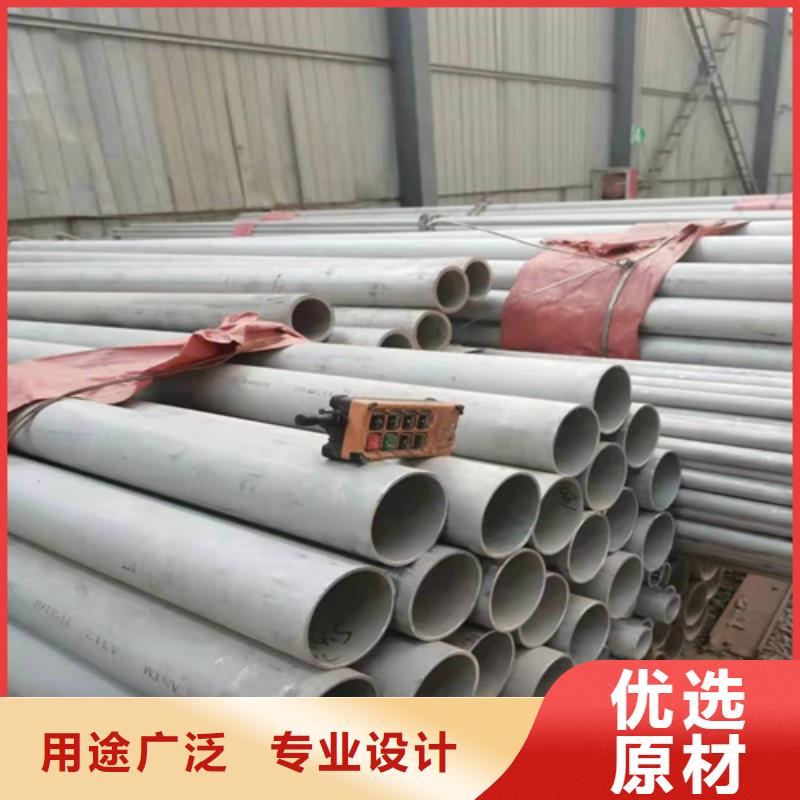
全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊前预热与焊后热处理有什么作??
不锈钢焊管在焊接?产时需要进?焊前预热和焊后的热处理,这样做有什么作?呢?
1.焊前预热
焊前预热及焊后热处理对于保证焊接质量?常重要。重要构件的焊接、合?钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作?如下:
(1)预热能减缓焊后的冷却速度,有利于焊缝?属中扩散氢的逸出,避免产?氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提?了焊接接头的抗裂性。
(2)预热可降低焊接应?。均匀地局部预热或整体预热,可以减少焊接区域被焊?件之间的温度差(也称为温度梯度)。这样,???降低了焊接应?,另???,降低了焊接应变速率,有利于避免产?焊接裂纹。
(3)预热可以降低焊接结构的拘束度,对降低?接接头的拘束度尤为明显,随着预热温度的提?,裂纹发?率下降。
预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接?法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚?向的均匀性和在焊缝区域的均匀性,对降低焊接应?有着重要的影响。局部预热的宽度,应根据被焊?件的拘束度情况?定,?般应为焊缝区周围各三倍壁厚,且不得少于150-200毫?。如果预热不均匀,不但不减少焊接应?,反?会出现增?焊接应?的情况。



全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接经常出现哪些问题?
为避免出现偏焊、漏焊、咬边等情况,在不锈钢焊管焊接时需要特别注意。出现这些问题如何解决也是需要我们特别注意的。
不锈钢焊管焊接
主要会有以下?种情况:
1、不锈钢焊管焊缝尺?不符合要求
预防措施:选择适当的坡??度和装配间隙;提?装配质量;选择合适的焊接?艺参数;提?焊?的操作技术?平等。
2、未焊透
预防措施:正确选?和加?坡?尺?,合理装配,保证间隙,选择合适的焊接电流和焊接速度,提?焊?的操作技术?平等。
3、未熔合
预防措施:正确的选择焊接?艺参数,认真操作,加强层间清理,提?焊?操作技术?平等。
4、?孔
预防措施:焊前将坡?两侧20-30mm范围内的油污、锈、?分清除?净;严格地按焊条说明书规定的温度和时间烘焙;正确的选择焊接?艺参数,正确操作;尽量采?短弧焊接,野外施?要有防风设施,不允许使?失效的焊条,如焊芯锈蚀、剥落、偏?度过?等。
不锈钢焊管
不锈钢焊管在焊接过程中出现的问题还有很多,这就要求我们的制管师傅在?产过程中要格外注意,避免出现焊接问题造成不必要的?烦

全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管氩弧焊焊接的?艺要求及?艺参数解析
不锈钢焊管的焊接?式有很多,我们?般采?的是氩弧焊的焊接?艺。那么,氩弧焊焊接不锈钢焊管的?艺要求及参数是怎样的呢?1、?艺要求
1)、焊接位置:DN150及以下管道,?般在空间有限、全?动焊机?法施焊的固定位置。DN150以上管道,尽量在地?焊接,减少?空试焊作业。
2)、焊接层数及道数:焊接层数?般为2~3层,单?焊接双?成型。
3)、保护?体:氩?纯度≥99.95%。
4)、填充焊丝:ER308直径:φ2mm或φ3mm
2、管?对接要求
管?对接时,管?的整个圆周尽量不要错边,间隙见上表。因管?圆度不够?造成错边的,可边点焊边??锤敲打致平再点固定焊。固定焊间距约为20mm~30mm之间为合适。
3、焊接?艺参数
选择线能量少的焊接?艺参数焊接,有利于防?晶间腐蚀和裂纹。常?的规范参数见下表。


全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管的焊接方法有哪些,不锈钢的焊接方法教程
一.不锈钢焊接方法、不锈钢焊接技术及注意事项
不锈钢管的标准规格有 200多种,大小均有,小管较贵,尤其是毛细管 .毛细管 差得由 304材质生产 ,不然管子简易爆裂 .还可以为客户定做非标规格的管材 .无 缝管主要用于工业上 ,表面为雾面 ,不光洁 .有缝管的表面是光洁面 ,管内有一条很 细的焊接线 ,俗称焊接管 ,主要用于装饰材料 .另有工业流体管 ,其抗压力视壁厚决 定.310与310S为耐高温管.1080度以下能正常使用, 耐温达到1150度.二.不 锈钢焊管生产工艺
原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管) 原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包 装--出货(入仓 )(焊管工业配管用管 )
三.不锈钢常用的焊接方法
主要是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体 保护焊 (TIG)。
1.焊前准备
4mm 一下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接 焊缝可采用不开破口接头双面焊。6mm以上,大凡开V或U,X形坡口。其次:对 焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。



松润金属材料有限公司是【316L不锈钢复合板、】产品专业生产加工的厂家,拥有完整、科学的质量管理体系。松润金属材料有限公司的诚信、实力和【316L不锈钢复合板、】产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。


全椒松润金属材料有限公司专业生产销售各种材质规格全椒不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管在不同行业中的应用与分析一、前言
不锈钢焊管是不锈钢板/带深加工的一个重要领域,又是石油、化工、医药、食品、铺设耐腐蚀性管的主要材料,是发电设备、舰船工业、制冷设备、海水淡化设备的主要元件,因此,不锈钢焊管越来越受到广大用户的关注和有关部门的重视。不锈钢焊管生产的主要特点是:生产设备轻巧,投资少,建设速度快,焊接方法简便,产品规格范围宽,尺寸精度高、壁厚偏差小、表面平滑、成材率高。在大批量生产的情况下,焊管比无缝管成本低20%以上。近年来国内采用的“焊接一冷轧”“焊接一冷拔”生产不锈钢管工艺,用冷轧卷板按规格要求纵剪、成型后,经多枪氩弧焊机焊接成管,再经冷轧(拔),使焊缝的各项性能指标可以与母材基本一致,产品质量明显提高。由此看来,用不锈钢焊管代替不锈钢无缝管的优势越来越明显。







 扫一扫
扫一扫